


服务热线
86-132-17430013

PRODUCTS

| 品牌 | 其他品牌 |
|---|
西门子代理商西门子6ES7288-1ST30-OAAO西门子6ES7288-1ST30-OAAO
STEP 7- Micro/WIN SMART 是专门为S7-200 SMART 开发的编程软件,能在Windows XP SP3/Windows 7 上运行,支持LAD、FBD、STL语言。安装文件小于100 MB。在沿用STEP 7- Micro/WIN 优秀编程理念的同时,更多的人性化设计使编程更容易上手,项目开发更加高效。
![]()
电磁兼容性 — 抗扰度符合 EN61000-6-2 |
|
|---|---|
EN 61000-4-2 |
8 kV,对所有表面的空中放电 |
EN 61000-4-3 |
80 ~ 1000 MHz,10 V/m,1 kHz 时 80% AM |
EN 61000-4-4 |
2 kV,5 kHz,— AC 和 DC 系统电源的耦合网络 |
EN 61000-4-5 |
AC 系统 — 2 kV 共模,1 kV 差模 |
EN61000-4-6 |
150 kHz ~ 80 MHz,10 V RMS,1 kHz 时 80% AM |
EN61000-4-11 |
AC 系统 |
电磁兼容性 — 传导和辐射发射符合 EN 61000-6-4 |
|
传导发射 EN55001、A 类,组 1 |
< 79 dB(¡V)准峰值;< 66 dB(¡V)平均值 |
辐射 EN55001、A 类,组 1 |
< 40 dB(¡V/m)准峰值;在 10 m 处测得 |
环境条件 — 运输和存储 |
|
EN60068-2-2,测试 Bb,干热和 EN60068-2-1,测试 Ab,寒冷 |
-40°C ~ 70°C |
EN60068-2-30,测试 Db,湿热 |
25°C ~ 55°C / 湿度 95% |
EN60068-2-14 测试 Na,温度骤变 |
-40°C ~ 70°C,停留时间 3 小时,5 个周期 |
EN60068-2-32,自由落体 |
0.3 m,5 次,产品包装 |
大气压 |
1080 ~ 660 hPa(相当于海拔 -1000 ~ 3500 m) |
环境条件 — 工作 |
|
环境温度范围(设备下部 25 mm 进风距离) |
0°C ~ 55°C,水平安装 |
大气压 |
1080 ~ 795hPa(相当于海拔 -1000 ~ 2000m) |
污染物浓度 |
SO2:< 0.5 ppm;H2S:< 0.1ppm;RH < 60%,不结露 |
EN 60068-2-14,测试 Nb,温度变化 |
5°C ~ 55°C,3°C/分钟 |
EN 60068-2-27 机械冲击 |
15 G,11 ms 脉冲,3 个轴向上 6 次冲击 |
EN 60068-2-6 正弦振动 |
DIN导轨安装:5 ~ 9 Hz 时 3.5 mm,9 ~ 150 Hz 时 1 G |
高电位绝缘测试 |
|
24 V/5 V 标称电路间 |
520 V DC(光隔离边界的型式测试) |
115/230 V 电路对地 |
1500 V AC 常规测试/1950 V DC 型式测试 |
115/230 V 电路对 115/230 V 电路 |
1500 V AC 常规测试/1950 V DC 型式测试 |
115/230 V 电路对 24 V/5 V 电 |
1500 V AC 常规测试/3250 V DC 型式测试 |
以太网端口对 24 V/5 V 电路和接 |
1500 V AC(仅限型式测试) |

重大突破:燃机叶片可由3D打印而成
西门子在3D打印燃气轮机叶片领域取得突破性成就。专家团队已完成对*采用增材制造技术生产的燃气轮机叶片的首次满负荷测试。
测试在英国林肯市的西门子工业型燃气轮机测试中心中进行。来自林肯、柏林和瑞典芬斯蓬的西门子工程师与材料解决方案部门的专家一起,历时数月对燃气轮机叶片及其生产过程进行了优化。在短短18个月的时间里,从单个零件的设计,到材料开发,再到提出质量控制新方法及进行部件使用寿命模拟,这个国际化的项目团队已成功完成了对整个工艺链的构建。此外,西门子还对采用增材制造技术生产的、改良过内部冷却结构的叶片进行了测试。

西门子成功完成对采用增材制造技术生产的燃气轮机叶片的首次满负荷发动机测试。
1000英里/小时与11吨
“增材制造技术在发电领域的应用挑战性。此次测试的成功标志着该技术在发电领域的应用取得了重大突破。”西门子发电与天然气集团*执行官Willi Meixner表示,“增材制造技术是我们数字化战略的重要支柱之一。测试的成功离不开由林肯、柏林和瑞典芬斯蓬的西门子工程师与材料解决方案部门的专家组成的国际项目团队的辛勤努力。”
3D打印而成的轮机叶片被安装在了功率为13兆瓦的SGT-400型工业型燃气轮机内。该叶片由耐高温的多晶镍超合金粉末制造而成,能够耐受高压、高温和燃气轮机运转所产生的离心力。
由于燃气轮机内部充斥着高温、高压和超高离心力,轮机叶片必须能够耐受极端条件:燃机满负荷运行时,叶片转速可达1600公里/小时(相当于波音737飞行速度的两倍),受力高达11吨(约为伦敦一辆满载双层公交车的重量),并被1250摄氏度的气体所包围。
3D打印掀起燃气轮机叶片生产领域的革命
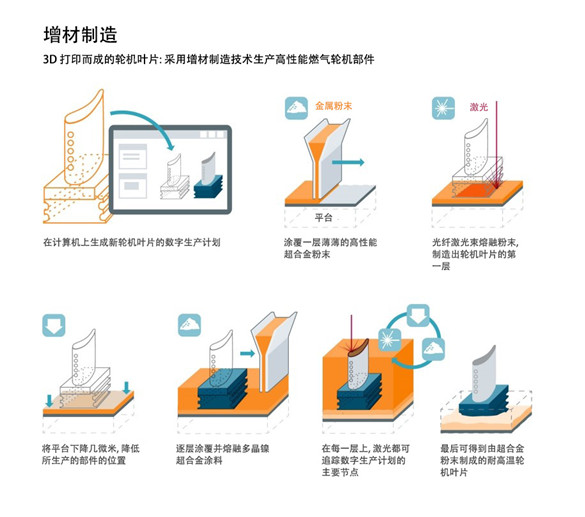
目前,燃气轮机叶片的生产工艺只有铸造和锻造两种。在铸造叶片前,必须先根据每个叶片制作出复杂的模具。这个过程非常复杂、耗时费力且成本不菲。增材制造技术改变了这种现状。它首先使用激光束照射薄薄的金属粉末层,使之受热熔融,然后移走激光束,等待金属冷却成型。逐层重复此过程,直至3D打印出叶片模型。借助增材制造技术,团队将燃机叶片从设计到生产的时间从两年缩短到了两个月。
“增材制造技术令人振奋,它正在改变我们的制造方式。利用这项技术,原型研发周期可缩短90%。”Meixner表示,“西门子是增材制造领域的先锋。我们正在加快研发效率更高且可用性更强的新型燃气轮机,使客户更快享受到技术进步的成果。同时,灵活的生产方式让我们能够为客户进行精准的个性化开发,并根据需求交付单独备件。”